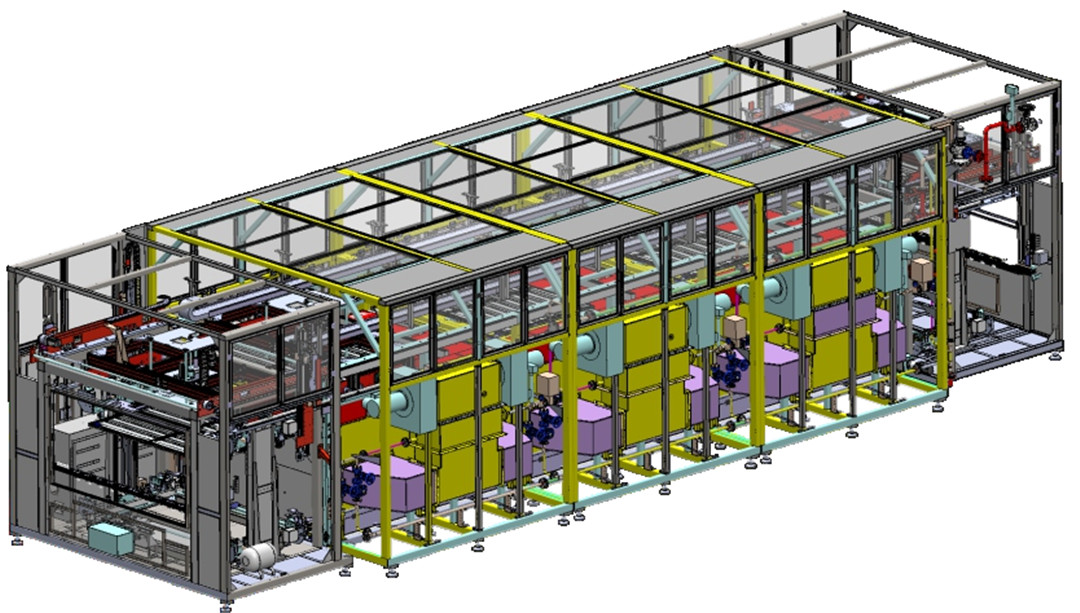
全自動高温放置・熟成炉
プロセスフローチャート

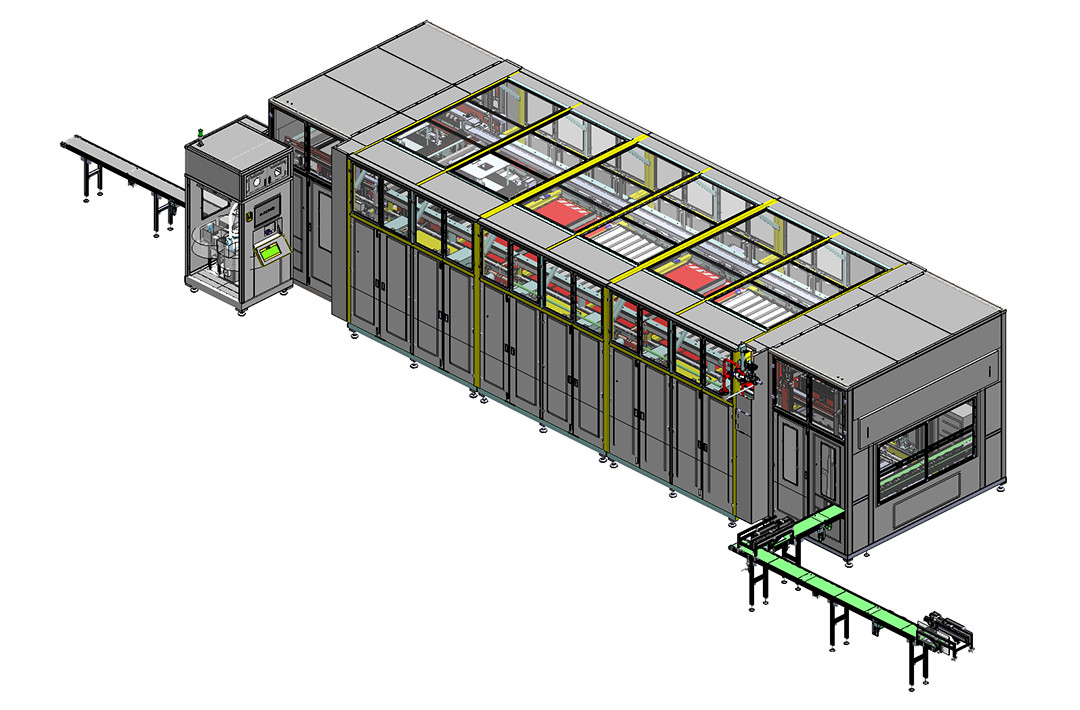
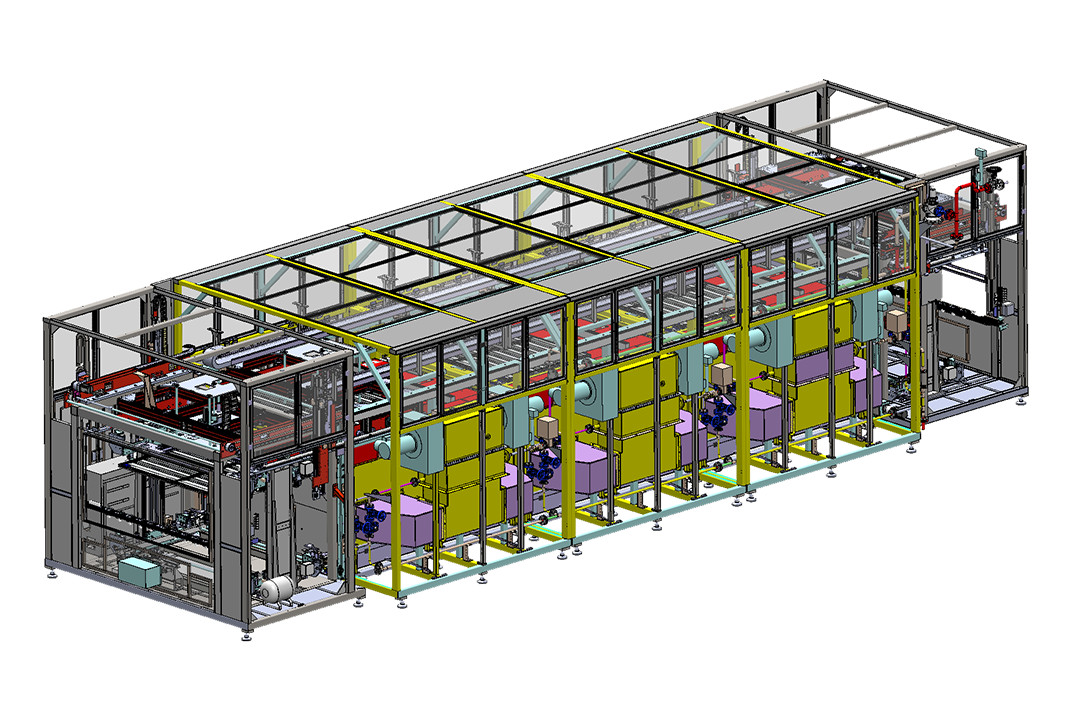
スキーム例
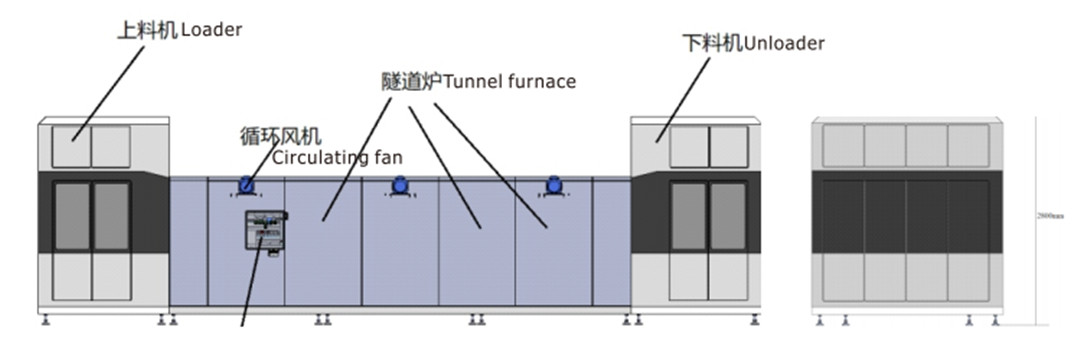
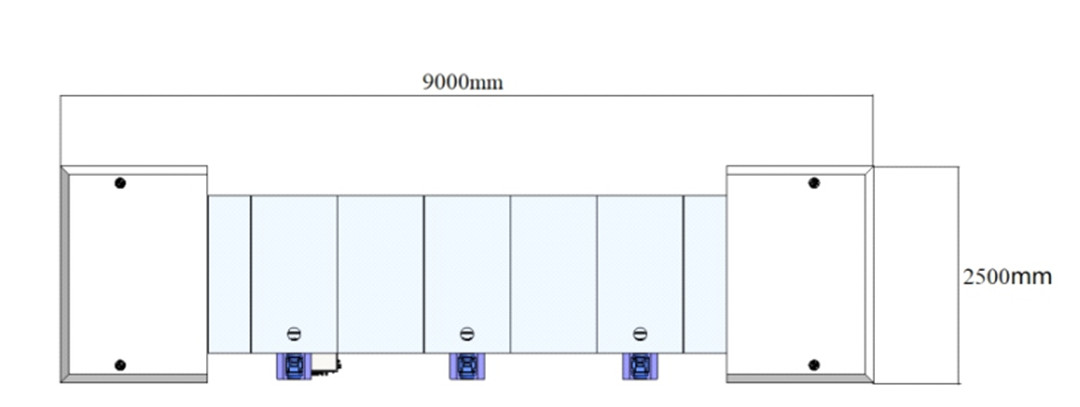
三面図
解決
生産様式
全工程自動生産。ロボットがコードをスキャンし、各バッテリーのデータを収集し、技術的に追跡可能なシステムを確立します。各設備に必要な人員はわずか 0.25 人です。
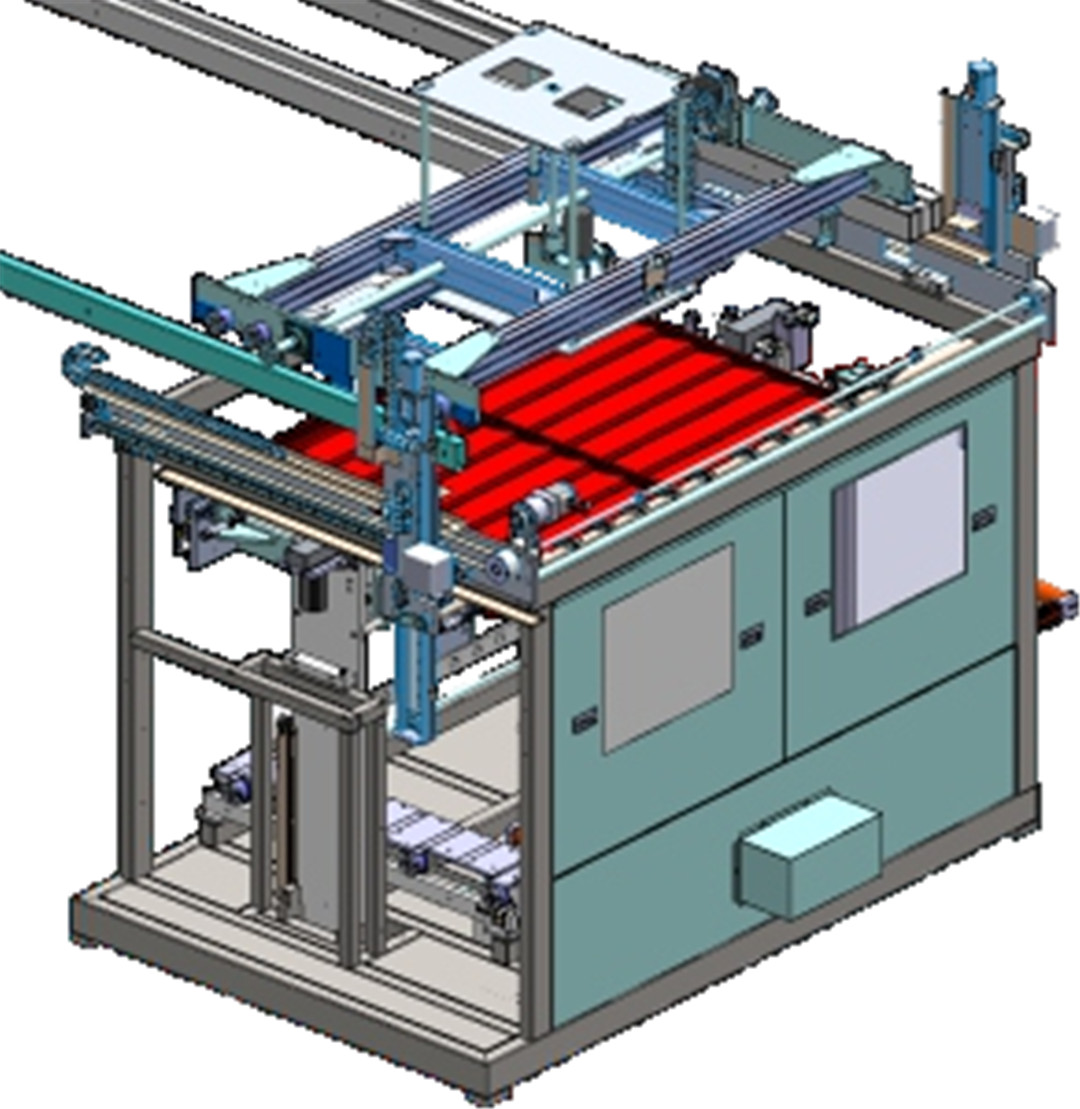
単板逆流の自動ローディングとアンローディング

老化炉用固定具台車
生産スペースとエネルギー消費を削減
● 全工程気密環境により、エネルギー消費を最大限に削減できます
● 固定具トロリーの優れたデューティサイクルにより、スペースを節約できます。
● 独自の空気ダクト設計により、トンネル室内の温度は 5°C 未満になります。
● 全工程自動組立ライン、25人編成。
● 独自の傾斜固定具ラミネート、60°C の温度でバッテリー浸透の一貫性を保証できます。
老朽化した炉体
技術的パラメータ
| 名前 | インデックス | 説明 |
| 生産効率 | >16PPM | 1分あたりの生産能力(トレイ交換を含む) |
| 合格率 | 99.98% | 歩留まり率=良品数量/実生産数量(材料欠陥要因を除く) |
| 過失率 | ≤1% | 定期的な設備メンテナンスや生産前の準備等を除く、設備に起因する故障を指します。 |
| 切り替え時間 | ≤0.5時間 | 1人で対応 |
| 炉の温度 | 60±5℃ | 炉内の一定温度:機器の外部温度は外気温より 5℃ 高くならないようにする。 温度均一性:3℃以内。 |
| 加熱時間 炉体 | ≤30分 | 炉内の無負荷状態で大気温度から 60°C までの温度上昇時間は 30 分未満である必要があります。 |
| 暖房モード | 蒸気/電気 加熱 | エージング炉は蒸気を購入者側で用意する蒸気ヒーター方式、または電気加熱方式を採用しています。 |
| 熟成時間 | 6.5時間 | 炉内のセルの動作時間は調整可能 |
| 給餌モード | ステップタイプ | TCellは15°の角度で斜めに配置される |
| 寸法 | 長さ=11500mm 幅=3200mm 高さ=2600mm | ライン全体の機器の全体寸法は、標準寸法要件以下でも同等でも構いません。 |
| 色 | ウォームグレー 1C、 国際一般 カラープレート | 受諾は顧客から提供されたカラープレートに基づいて行われます。 |
| 電源 | 380V/50Hz | 三相5線電源:総電力100KW、関連する電子エネルギーメーターを使用して電力消費を監視します。 |
| 空気圧 | 0.6~0.7MPa | パイプラインの圧縮空気源は購入者自身が提供するものとします。 |
ここにメッセージを書いて送信してください










